Bending 3 16 Aluminum Sheet

3 Ways To Bend Aluminum Wikihow

Jorgenson Rolling We Specialize In Press Brake Bending Forming And Rolling Of Plate And Sheet Metal

Which Aluminum Alloy Bends Best Clinton Aluminum

How To Bend Steel Plate Without A Brake Youtube

Jorgenson Rolling We Specialize In Press Brake Bending Forming And Rolling Of Plate And Sheet Metal

Using A Sheet Metal Brake To Fold Metal Aircraft Structure Repair Aircraft Systems

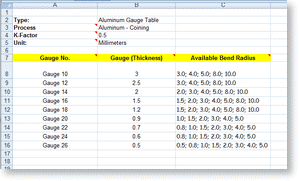
Grain direction bend line should go across the grain for the best bend having said that a typical sharp 90 bend on a piece of 1 8 aluminum sheet should be a minimum 1 8 inside radius use either 3003 or 5052 ideally the bend line should go across the grain.
Bending 3 16 aluminum sheet.

Bend Allowance Sheetmetal Me

Techtips Automotive Welding Sheetmetal Guide

Metalsdepot Buy 6061 Aluminum Angle Online
Can You Bend An Aluminum Plate Sheet 5mm Quora

Make A Home Diy Sheet Metal Bender Blech Biegen Metall Bearbeitung Metallbearbeitung

Homemade Mini Bend Brake Metal Bending Tools Metal Bending Sheet Metal Brake

Diy Sheet Metal Bending Brake No Welding Youtube

Aluminum Sheet Metal Toolbox Aircraft Rivets Cross Drilled Handle Bead Rolled Panels A Fun Sheet Metal Fabrication Sheet Metal Crafts Aluminum Sheet Metal

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

Sheet Metal Box Bending The Box Youtube

Homemade Louver Punch And Die Set Aluminum Sheet Metal Metal Projects Custom Metal Fabrication

Four Foot Sheetmetal Brake Homemade Four Foot Sheetmetal Brake Fabricated From Steel Capable Of Bending 16 Gauge S With Images Stainless Steel Sheet Steel Bottle Jacks

Bench Top Box Pan Sheet Metal Brake By J Hartnell Sheet Metal Brake Sheet Metal Fabrication Sheet Metal

How To Make A Cheap 72 Inch Wide Sheet Metal Brake For Bending Sheet Metal Sheet Metal Brake Sheet Metal Fabrication Metal Working Projects

Tubing Bender Homemade Tubing Bender Fabricated From Aluminum Plate Aluminum Rod And Stainless S Stainless Steel Rod Homemade Tools Motorcycle Storage Shed

Hydraulic Press Brake Press Brake Sheet Metal Tools Metal Bending Tools

My Homemade Press Brake Had It Bending 10mm Plate 40mm Wide No Problem So Far Going To Make A Big Metal Working Projects Welding Projects Metal Bending Tools

Here Are The Best Aluminium Alloys For Bending Shapes
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfwahy 63reqbgovimpe9x7 Hr9fpascczlhfhg1q4ji8njysf Usqp Cau

I Learned How To Accurately Mark And Bend Sheet Metal Ferramentas Garagem Serralheria

3 Step Hem Roll Set Sheet Metal Tools Metal Working Tools Welding Table

Pin On Light Equipment And Tools

Sheet Metal We Cut It We Bend It We Ship It All For You

Crater Maker 3 8 4140 Hardened Dimple Dies Sheet Metal Fabrication Sheet Metal Tools Metal Tools

Erie Tools 24 In 16 Gauge Heavy Duty Sheet Metal Pan And Box Brake With Adjustable Fingers Tt 373121 The Home Depot

Make A Home Diy Sheet Metal Bender Idei Samodelnyj Shemy Dlya Izgotovleniya Ukrashenij

Electrabrake Manual Folder Sheet Metal Brake Sheet Metal Bender Sheet Metal

36 Sheet Metal Bending Brake Wfb36 Height 41 Metal Bending Metal Bending Tools Sheet Metal Bender

Eastwood 12 Inch Box And Pan Sheet Metal Brake Sheet Metal Brake Sheet Metal Sheet Metal Work

Steel Plate Rolling Services Heavy Plate Rolling
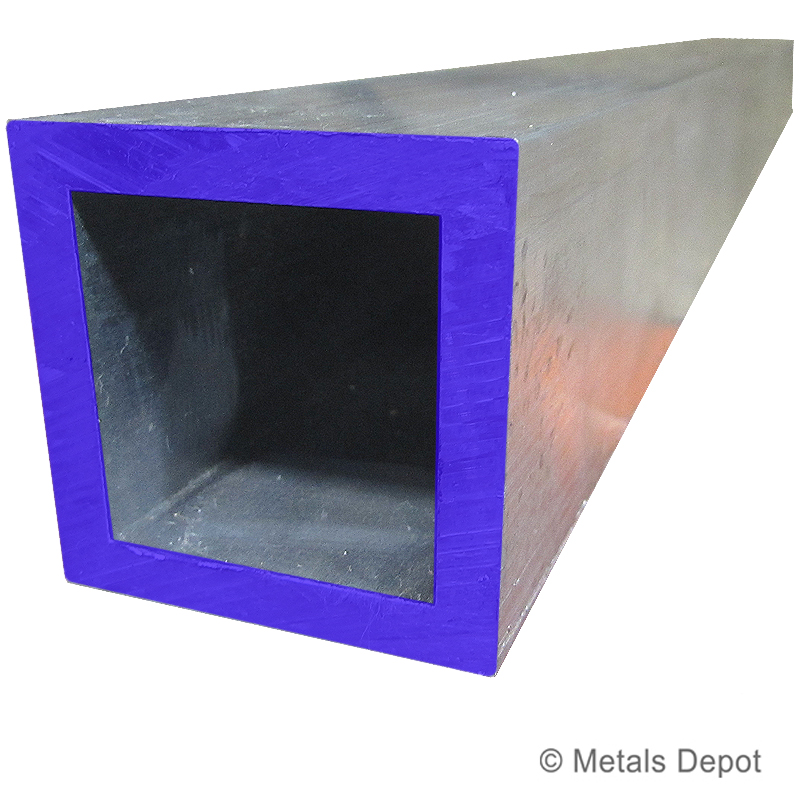
Metalsdepot Buy Aluminum Square Tube Online
How To Drive Sheet Metal Parts Kb12121018 Driveworks Documentation

Edwards Hydraulic Press Brake Machine Tool Ideias Ferramentas Trabalhos

Metalcraft Scroll Bender Mk3 3 With Tube Bending Component Maximum Working Capacity 1 X 3 16 Flat Metal Str Metal Working Tools Tool Steel Fabrication Tools

52 X 16 Gauge 3 In1 Sheet Metal Shear Brake Slip Roll Bender Pan Box Sheet Metal Shear Metal Bending Metal Workshop
Custom Bending Plastics Bell Plastics

Pin On Varto Sprobuvati

Simple Sheet Metal Brake No Welding Sheet Metal Brake Sheet Metal Bender Simple Sheets

How To Bend Sheet Metal 13 Steps With Pictures Wikihow

Softabender Soft Aluminum Bending Tool From Mcgill Marketing Metal Working Toilet Paper Holder Sheet Metal

Bending Machine For Mild Steel Stainless Steel Aluminum Copper Chromolly Hastelloy Inconel And Eve Steel Sheet Metal Sheet Metal Brake Sheet Metal Bender

Homemade Aluminum Bending Jig Metal Bending Diy Metal Metal Projects

Mini Bending Brake Metal Working Tools Metal Working Metal Tools
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcru4qgcdz15gnndq Knc4kb6z13 Zts5gj3la Lxx39u8iawz6j Usqp Cau
Source : pinterest.com
