Bending Spring Steel Sheet

Sheet Metal Bending Up To 16 M Length
Bending Thick Steel Plate The Chicago Curve

How To Bend Steel Plate Without A Brake Youtube

How To Compensate For Springback When Bending High Strength Steel Youtube

Easy Diy Guide To Press Brakes Tooling Metal Folding Magnabend Cnccookbook Be A Better Cnc Er

Bending Metalworking Wikipedia

Here s how it s done.
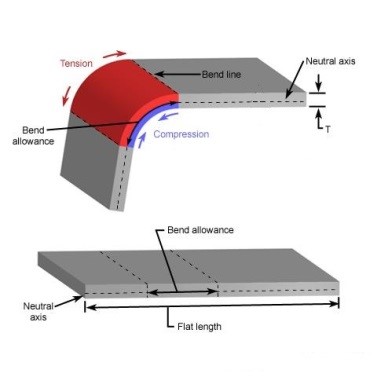
Bending spring steel sheet.

Steel Metal Plate Rolling Roll Bending Forming Services

Sheet Metal We Cut It We Bend It We Ship It All For You

Home Made Sheet Metal Brake Sheet Metal Bender Sheet Metal Brake Sheet Metal Bender Sheet Metal

Sheet Metal 04 Bend Allowance Spring Back Youtube

How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube

Minimum Bending Radius Something To Pay Attention

301 Stainless Steel Strip For Spring Applications Ulbrich

The Tool Works Great It Does Have To Be Mounted On A Strong Table With A Little Muscle This Bender Can Fold Welding Projects Metal Bending Tools Welding Table
Springback Calculator

Bigger Scroll Bender Metal Working Tools Tool Steel Metal Working Projects

Homemade Mini Bend Brake Metal Bending Tools Metal Bending Sheet Metal Brake

Tips For Bending Sheet Metal Make It From Metal

Wire Bending Jig Page 2 Rc Groups Welding Projects Metal Working Projects Metal Working

Metal Bending Brake Metal Bending Sheet Metal Bender Metal Bender

Sheet Metal Roller Plans Thorough Professional Sheet Metal Roller Sheet Metal Fabrication Metal Bending Tools

Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Metal Bending Sheet Metal Shop

Ultimate 48 16ga Box Pan Brake With Radius Fingers By Mittler Bros Metal Fabrication Tools Sheet Metal Brake Sheet Metal Fabrication

Edwards Besco Sheet Metal Bending Rolls Sheet Metal Roller Metal Bending Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsfonsgftndaclswsbe6vtfa60wqe9xgim5ze33hyt6a Xr77ls Usqp Cau

Made Ring Roller Metal Working Tools Metal Bending Tools Metal Bending

How To Bend Sheet Metal Without A Brake Hunker Sheet Metal Brake Sheet Metal How To Bend Wood

Roper Whitney Box Pan Bending Brake 48 In Bend L 12 Ga Metal Forming Machines 22jk94 U412 6 Sheet Metal Tools Metal Bending Metal Forming
Pin Em Zia

Steel Plate Rolling And Bending Of Higher Strength Steels The Chicago Curve


What Fabrication Products Do We Have At Our Allied Steel Steel Fabrication Steel Distributors Steel Metal

From The Smallest Sheet Metal Bracket To Complete Fabricated Enclosure Cnc Bending Is The Best Manufacturing We Can Fold Fro Sheet Metal Work Cnc Sheet Metal

Magnetic Metal Sheet Steel Plate Bending Machine Folding Machine For Sale Steel Sheet Metal Sheet Metal Brake Sheet Metal Bender

1415 Planetary Ring Roller Metal Bending Tools Metal Working Tools Ring Roller

Sheet Metal Bending Brake Practice 102 Two Sheet Metal Boxes Sheet Metal Wood Turning Metal Bending

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc List Metalla Idei Verstak

Need Plans For Homemade Scroll Bender Metal Bending Tools Metal Bender Metal Working Tools

Angolkerek Nyujto Zomito Kalapalogep Peremezogep Lemezmegmunkalo Szerszamok Egyedi Lakatosmunka Metal Working Tools Metal Bending Tools Sheet Metal Tools

Tb1pdggifxxxxbcapxxxxxxxxxx 0 Item Pic Jpg 400x400 400 358 Pixels Metal Bending Tools Metal Bending Metal Bender

Roller Bender Roller Former Roll Former Sheet Metal Bender Rb 100s Sheet Metal Bender Metal Bender Sheet Metal Tools

Pin On Steel

Custom Spring Steel Metal Holster Belt Clip Metal Processing Steel Metal Spring Steel

Wns Power Bead Roller Swager 585mm Throat Metal Bending Tools Metal Furniture Design Sheet Metal Tools

Dimpling Tool Homemade Dimpling Tool Constructed From Bar Stock And Steel Plate Metal Bending Tools Metal Working Tools Metal Tools

Sup9 Sup9a Spring Steel Round Bar Plat Sheet Vs Steel Bar Spring Steel Steel Bar Round Bar

Mini Universal Bending Bender Forms Wire Flat Metal And Tubing Ebay Tyokalut

Pin On Shop

Stamping Also Known As Pressing Is The Process Of Placing Flat Sheet Metal In Either Blank Or Coil Form Into A Stamping Press Where A Tool And Die Surface For In 2020
1
Source : pinterest.com
