Causes Of Wrinkles In Sheet Metal
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

Problems In Sheet Metal Forming Download Scientific Diagram

How To Draw Round Cups Deeper
Key Design Principles For Successful Deep Drawing

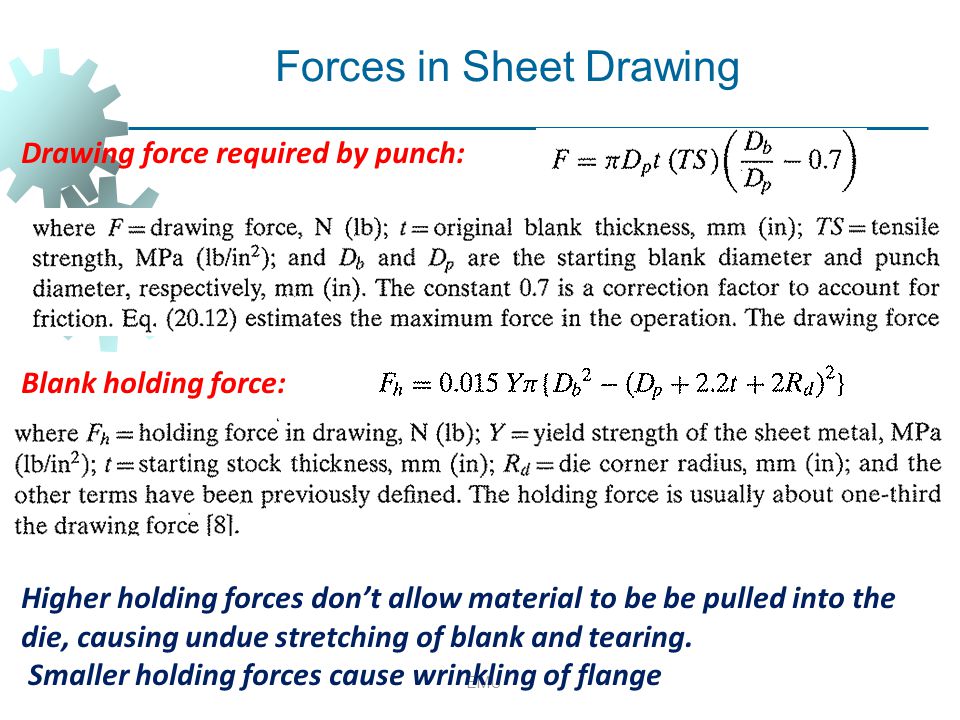
Preventing Wrinkles In The Deep Drawing Process

Sheet Metal Forming Process Chapter 7 Ppt Download

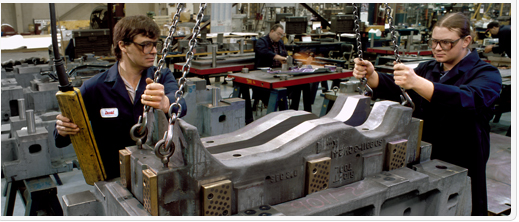
A part is said to be deep drawn if the depth of the part is at least half of its diameter.
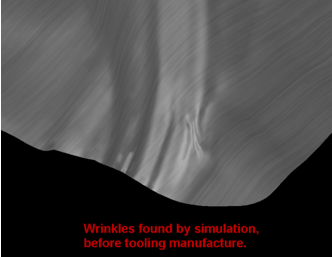
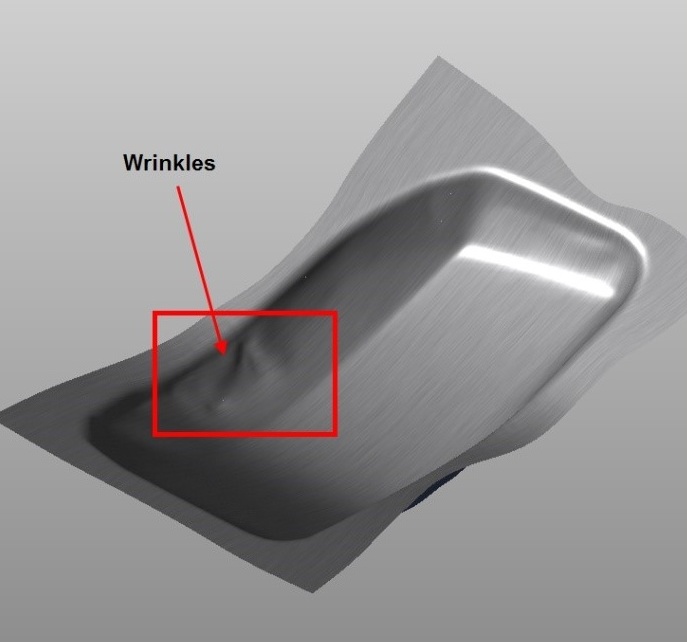
Causes of wrinkles in sheet metal.

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal
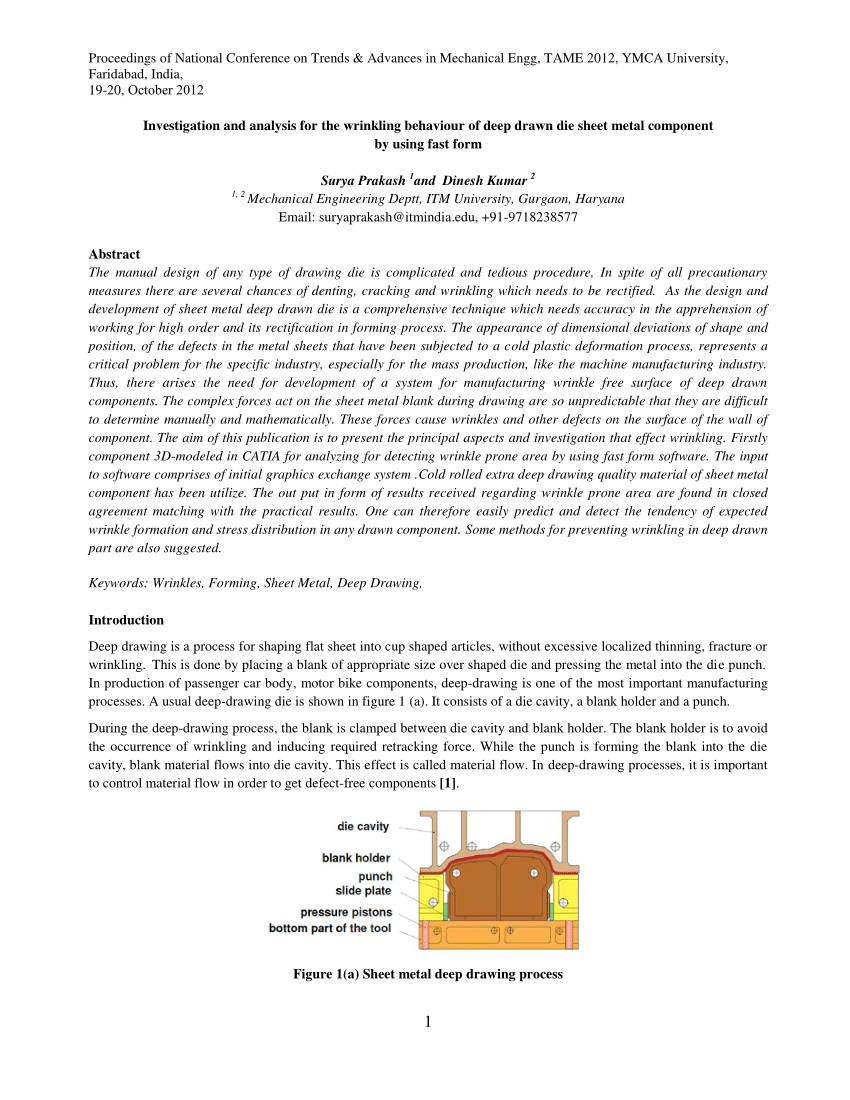
Pdf Investigation And Analysis For The Wrinkling Behaviour Of Deep Drawn Die Sheet Metal Component By Using Fast Form
Drawbeads And Metal Forming Stampingsimulation

Deep Drawing An Overview Sciencedirect Topics

Influence Of Boundary Conditions On The Prediction Of Springback And Wrinkling In Sheet Metal Forming Sciencedirect
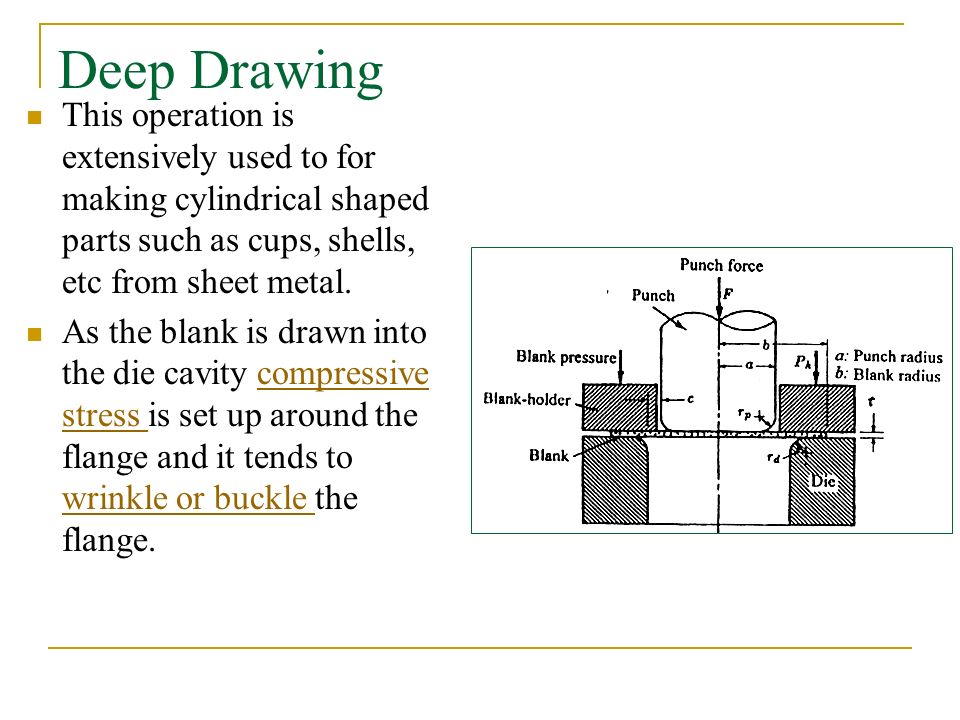
Deep Drawing Of Sheet Metal
Dr R Narayanasamy Wrinkling Behaviour Of Sheet Metals

Analysis And Reduction Of Wrinkling Defects For Tube Hydroforming Magnesium Alloy Components At Elevated Temperatures Sciencedirect
Material Behavior In Simulation 101 By Autoform Senior Application Engineer Yurdaer Demiralp Usa Formingworld

Easily Remove Creases Caused From Shipping Or Storage Vinyl Photo Backdrops Backdrop Storage Photography Backdrops Diy
Deep Drawing Metallurgy For Dummies

Manufacturing Processes Ppt Download

An Interesting Discovery Of The Influence Of Wrinkles On The Overlapping Fusion In Metal Droplet Printing Scientific Articles Prints Engineering

Pdf Advances In The Control Of Sheet Metal Forming
Https Fenix Tecnico Ulisboa Pt Downloadfile 563568428751514 188 20 20formability 20limits 20by 20wrinkling 20in 20sheet 20metal 20forming Pdf

4 Sneaky Causes Of Wrinkles How To Avoid Them Minence Organic Skin Care In 2020 All Natural Skin Care Skin Care Kit Natural Skin Care
A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect
Pdf Wrinkling Failure Mechanics In Metal Spinning
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau

Metal Spinning Part 2 Techniques Ganoksin Jewelry Making Community
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
Https Dash Harvard Edu Bitstream Handle 1 13064983 Jin Gsas Harvard Inactive 0084l 11846 Pdf Isallowed Y Sequence 4
Sheet Forming Processes Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Ppt Download

Villa Wall Panel Perforated Stainless Steel Sheet Metal View New Innovative Products Steel Life Product Details From Foshan Xuanchuang Metal Products Co Ltd Stainless Steel Sheet Metal Wall Paneling Metal Products

Sheet Metal Forming Processes Ppt Download

Sheet Metal Forming An Overview Sciencedirect Topics

Sheet Forming Process An Overview Sciencedirect Topics
Pdf Application Of Modern Cushion Systems To Improve Quality And Productivity In Sheet Metal Forming

Minor Strain An Overview Sciencedirect Topics
Right Tool Die Inc Sheet Metal Stamping Tool
Mt 284 Manufacturing Processes Ppt Video Online Download

Deep Drawing An Overview Sciencedirect Topics

How To Fix Wrinkled Vinyl Silhouette Hack For Removing Wrinkles And Bubbles Cricut Vinyl Silhouette Vinyl Silhouette School
Low Cost Metal Forming Process Using An Elastic Punch And A Reconfigurable Multi Pin Die Springerlink
Sheet Metal Forming Lubricants Springerlink
Pdf A Review On Sheet Metal Rubber Pad Forming

Line Blurring Wrinkle Filler Instantly Blur Fine Lines Wrinkles In 2020 Wrinkle Filler What Causes Wrinkles Best Wrinkle Filler

Crepe Skin Remedy Skin Tight Naturals Crepe Skin Crepey Skin Forehead Wrinkles

Sleeves And Their Wrinkles Patterns For Pirates Sewing Tutorials Sewing

How Do You Sleep Sleep Sleep Studies Sleeping Positions

Wellderma Gold Collagen Eye Patch Eyelid Mask Anti Wrinkle Dark Circles 60sheet Gold Eye Mask Facial Sheet Mask Facial Masks

Typical Sheet Metal Stamping Operation 1 Download Scientific Diagram

Sheet Metal Design Metal Design Sheet Metal Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrzu83ha7 Gpv7 Pbie9etbukqu9gjhls6f5 Dndcr8vwengzyz Usqp Cau
Source : pinterest.com
